TTLコンピュータのプリント基板作成(第2回)
基板も自力でエッチング
KiCadで作成した設計データを基板製造業者に送付すれば綺麗な基板が簡単に作れます。
しかし「自分で作れる物は自分で作る」の精神に基づき、基板自体も自力で作成します。
今回はサンハヤトの感光基板を使いました。自分で基板を作成する方法としては、感光基板の他にも様々な方法があります。レーザープリンタを用いたトナー転写法などがその代表です。これについても実際に試してみましたが、このピン間一本の密度でこの様な大きな基板(200×150mm)を作る場合は、感光基板を用いる方が優位に感じました。但し、基板サイズが数センチ角の大きさならば、トナー転写法の方が遥かに安価に作れると思いました。このあたりの優劣の感じ方は個人により異なります。色々と試して「自分の作り方」を確立するのが大事だと思います。
専用の転写用紙でトナー転写法を試してみた結果。
周辺部が上手く転写されない。
何度も練習してコツを掴めば十分実用になりそうだったが、時間が無かったため、長年親しんだ感光基板で作成することにした。
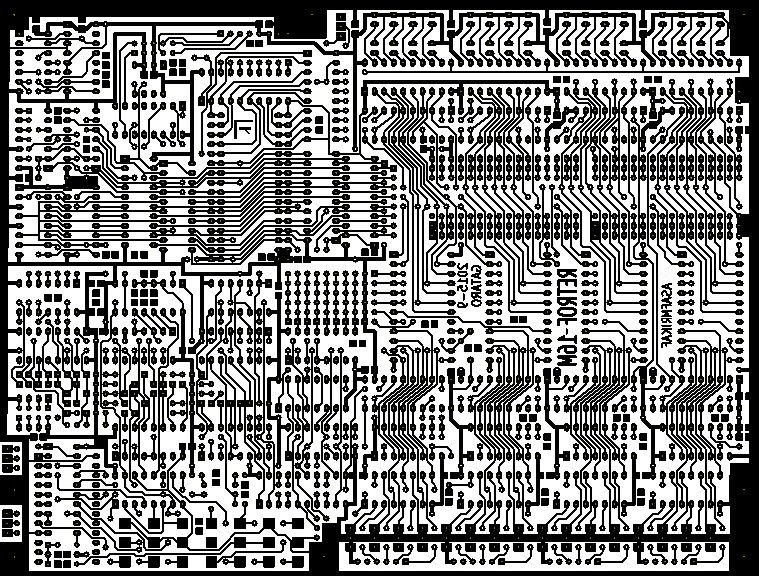
転写パターン
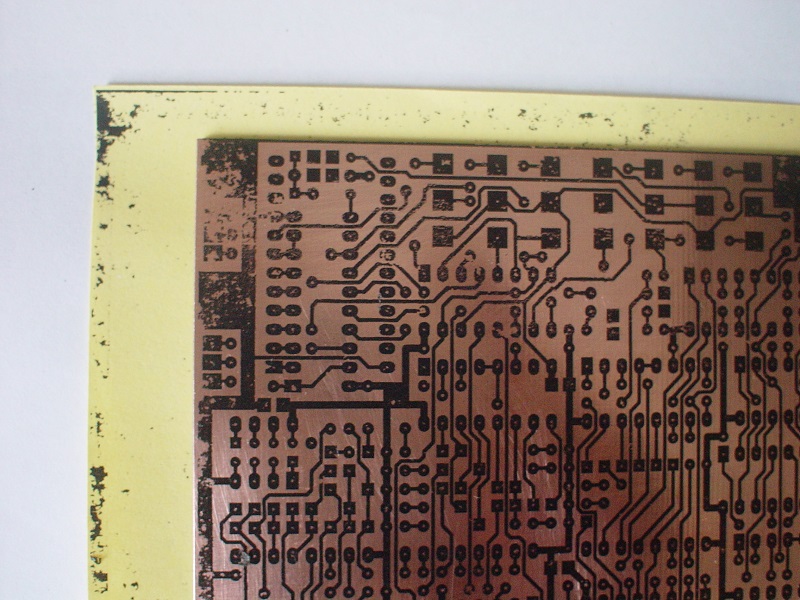
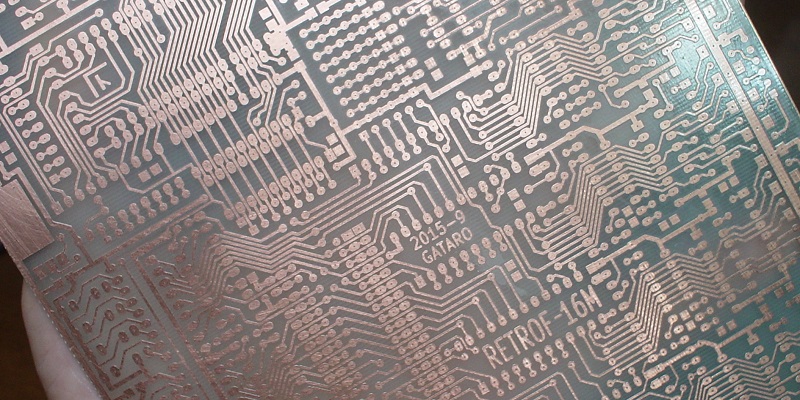
下記がKiCadで作成したパターンの銅箔部分のみをモノクロ印刷したパターンです。これを生板(なまいた⇒パターン刻んでいない全面が銅箔のままのプリント基板のこと)に露光転写します。
専用フィルムや専用の露光装置を使わずに露光する
サンハヤトの感光基板は専用のフィルムや露光装置を使い、マニュアル通り行えば誰でも正確にパターンを転写できます。しかし実際には個人の趣味として高価な露光機を購入する方は少なく、結果として失敗してしまう方が多い様です。
上記のサイズのガラスエポキシ基板は片面でも1210円(NZ-G34Kの通販価格の一例)しますので、失敗するとかなりの痛手です。そこでここでは専用のフィルムや専用の露光装置を用いずに確実に露光を成功させる方法を少々詳しく紹介したいと思います。

自作露光機。「海苔」が入ってた缶に百均で購入した蛍光ランプを4つ並べただけの代物。安物の蛍光ランプは紫外線成分が漏れやすいせいか、数分で十分感光できます。また白熱電球との互換品なので、蛍光灯特有の安定器やグローランプ等は一切不要で、100Vに直結するだけで光ります。
但し、画像の露光器で200×150mmの基板を露光するとどうしても中心部に比べ周辺部の光が弱くなります。このサイズの基板を露光するなら、蛍光管を4本ではなく6〜8本並べた方が良いと思います。
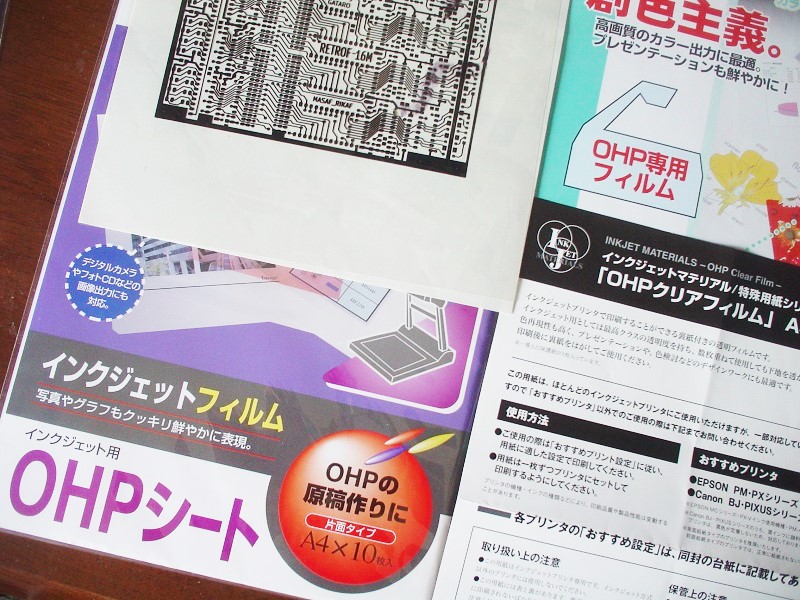
露光用のフィルムとして使用する透明シートはサンハヤトの専用シートを使うのが無難ですが3枚で1780円と高価です。今回はOHP用の透明シートで代用しました。
透明フィルムは、紫外線の透過率が高く、インクの乗りが良いものであれば大差はありません。
市販されている全てのシートを試したわけではありませんが、インクジェットマテリアル社の「OHPクリアフィルム」が比較的良好でした。
失敗の原因は露光時間ではない
感光基板は光が当たった部分のみがエッチングにより銅箔が溶けて無くなる基板です。光量不足だと銅箔が溶けずに短絡が生じ、逆に光量が多すぎると溶けては行けない所まで溶けて断線が生じます。
ですから露光時間の調整がとても大事なのですが、露光時間をどう調整しても「必ず失敗する場合」があります。これを理解せずに、露光時間をあれこれと調整しても高価な感光基板を無駄にするだけです。以下この点を図解します。
理想的なフィルム(現実には存在しない)の場合
図は横軸を露光時間を横軸として、エッチング後の銅箔の状況をグラフ化したものです。
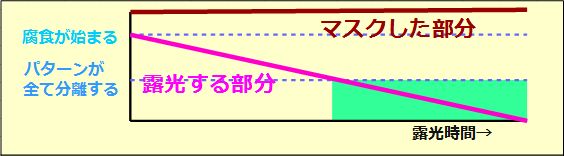
理想的なフィルムは、マスク部分の銅箔は溶けませんが、露光部分は露光時間に応じて銅が溶け出します。 従って全てのパターンが分離する時間より長く(図の緑色の部分)露光すればOKです。
実際のフィルムの場合
実際のフィルムは、マスク部分もわずかながら光が通過し、一定時間経過することにより、この部分も銅箔が溶け出します。これはパターンの断線を意味します。
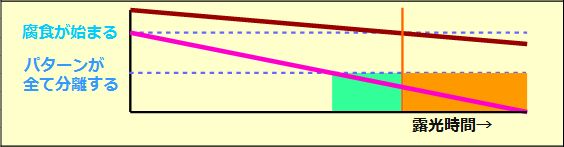
図のオレンジ色のラインがマスク部分の銅箔が溶け出す時間です。露光部分が完全に溶けてから、この時間に達するまでが適切な露光時間(図の緑色の部分)となります。
粗悪なフィルム(よくある失敗の原因)の場合
粗悪なフィルムの場合は、露光部分のパターン分離が終わる前に、マスク部分の銅箔が溶け出してしてしまいます。こうなると露光時間をどう調整しても失敗します。
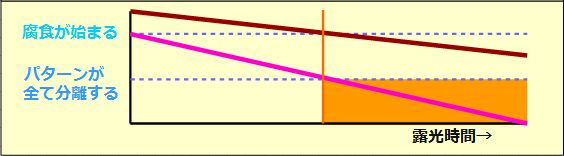
粗悪品の多くはインクが薄い(インクの乗りが悪い材質である)ことにありますが、紫外線カットフィルムを使うミスもあります。後者は見た目では分からないので注意が必要です。
適切な露光時間の決め方
結局、適切な露光時間を得るには、面倒でも小さな感光基板で何度か試してみるしかありません。
どうやってもうまくいかない場合は、上記のグラフの緑色の部分を広げる工夫が必要です。
フイルムを2枚重ねる方法は、密度の粗いパターンでは極めて有効ですが、今回の基板の様な細かいパターンでは良好な結果は得られませんでした。やはりフイルムとして使うシートとプリンターのインクとの相性がキモの様です。
その他の感光基板の失敗原因とその対策
フィルムの裏表
良質なフィルムを使い、露光時間も適切なのに失敗したならば、その原因の殆どはフィルムと基板の密着不足です。
よくあるのがフィルムの印刷面ではない方を基板に密着させるミスです。パターンが粗い場合はさほど問題にはなりませんが、ピン間に配線を通すような細かいパターンの場合は、フィルムのわずかな厚さに光が入る込み、パターンを痩せさせ断線に至ります。
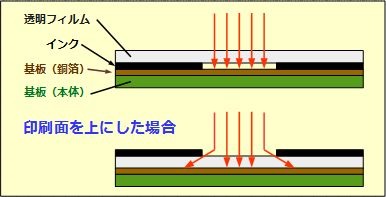
フィルムの印刷面を上にすると、フィルムのわずかな厚みで光が回り込んでしまう。
基板との密着
基板との密着は専用の真空式の密着機を使うのが一番ですが、これも高価な品なので代用品を使います。一番簡単なのは分厚いガラスを重石の様に乗せてしまう方法ですが、他にも色々あります。いずれにせよガラスやアクリル板は厚さや素材の成分によって紫外線の透過率が大きく異なりますので、密着方法毎に露光時間を決める必要があります。
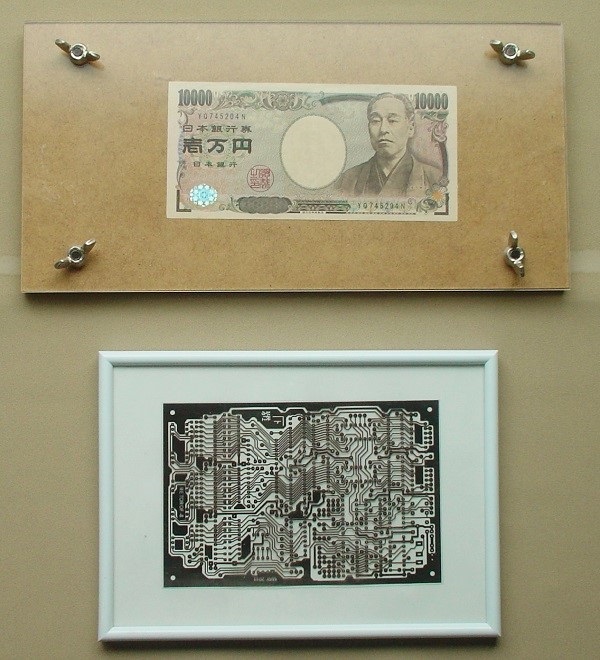
上はMDF板と5mm厚のアクリル板をネジで止める自作の圧着器です。密着性能は良好なのですが、暗所で作業するには若干操作が煩雑になるのが欠点です。
(1万円札は大きさ比較用)
下は百円ショップで購入した額縁です。百均品の額縁の多くはガラス板の代わりにペラペラのプラスチック板を使っている物が多いです。
ペラペラだと圧着には適しません。額縁で圧着する場合は、できるだけ厚いガラスを使用しているものを選んで下さい。
百円ショップではなく、リサイクルショップ等の方が、厚いガラス(2mm以上)の品を格安で入手できるかもしれません。
いずれのの方法もフィルムと基板の間に気泡が入らないように細心の注意が必要です。
光源のムラ
良質なフイルムを基板に密着し、露光時間も適切なら残る失敗の原因は光源そのものです。露光自体は普通の蛍光灯でも十分可能ですが、大きな基板を露光する場合はどうしても基板中央よりも基板周辺の方が光が弱くなります。露光中に光源を少しずらすなどの工夫でも対処可能ですが、基板の全ての位置に等しく光が当たるような光源を使うのが一番です。
筆者自身は試したことはありませんが「太陽光」で露光された方もいる様です。

自作の「空き缶露光機」で実際に露光をしている所。空き缶の上に載っているのはキッチンタイマー。
基板とフィルムの密着は「額縁式」での露光だが、額縁と光源の距離も重要。また今回は光源に対して基板がやや大きいので、露光中に3回ほど露光機の位置をシフトさせ、基板全体に均一に光が当たるようにした。
現像とエッチング
現像とエッチング自体は特に難しいものではありません。現像具合も銅箔の溶け具合も目視しながら作業を進めることができるからです。ここでは思いついたことだけを箇条書きします。
・現像剤は指定温度のお湯とよく混ぜる
(ペットボトルにぬるま湯と共に入れ、良く振ってからトレイに出すと均一に混ざる)
・エッチング液は衣服に付くと取れないで、捨てても良いようなボロ着で行う
(畳や絨毯、カーペットへの配慮も必要)
・エッチング液は画材店に行くと銅板版画用の物が安く入手できる
(昔は町の薬局でも固形の塩化第ニ鉄を扱っていたが最近はどこも扱っていない)
・エッチング液は事前に容器ごと湯につけて温めておく
(エッチング中はドライヤーで熱風をあてると、冷えないし攪拌もできる)

(左)エッチング中。
ドライヤーで熱風をあてると、冷えないし攪拌もできる。
(下)エッチング完了。
注意 使用後の現像液は「メロンソーダ」に、エッチング液は「コーヒー飲料」に似ています。ペットボトルでの保管は誤飲の危険を高めますので極力避けて下さい。
穴あけとパターン修正
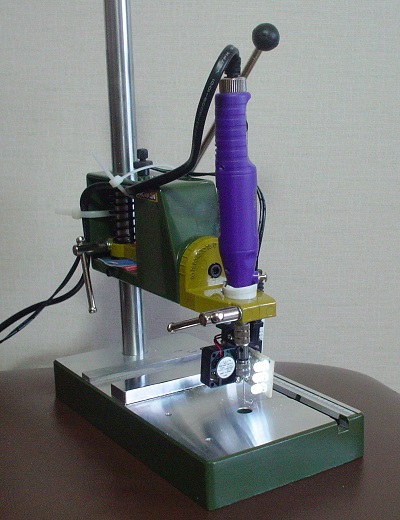
今回の穴あけ箇所は2000を軽く超えます。大変気の滅入る作業です。少しでも作業を楽にするためには、手持ちではなくボール盤が必須です。
更にドリル刃の所にファン(削りくずを吹き飛ばすため)とLED(位置確認の照明)を取り付けています。
左の画像は安価なリュータを使っていますが、結構ぐらつくので、下記の画像の様にサンハヤトのミニドリルのモーター部分だけを使用した所、快適になりました。

ドリル刃について
パターンが細かくランドが小さいので、ドリル刃は穴ごとにギリギリまで細いものを使うのがベストです。
しかし穴あけは極めて単調な作業なので、何も考えず一心不乱に行うために全て0.7mmで穿孔しました。かろうじてランドにハンダ付けをする面積が残る大きさです。0.6や0.5でも十分な所も多々ありますので、この辺りはもう少し考慮が必要だったかもれません。
いずれにせよ、切れ味の悪い安物の刃はストレスの原因になりますので、ドリル刃はだけはきちんとしたメーカーの品を使うことをお勧めします。間違えても百均品は使うべきではありません。また、基板作成専門業者が使うシャンク径3.175mmのタングステン鋼ビットは、切れ味抜群なのですが、少しでも刃先がブレると簡単に折れてしまいますので、よほど慣れた方でないと、手作業での穿孔には向いていないと思います。
パターン修正
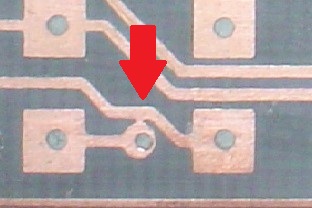
今回(RETROF-16M)の基板は若干露光時間が短かったせいか画像のような「パターン短絡」が10箇所ほどありました。
デザインカッターで銅箔を剥離して修正します。
デザインカッターの刃もドリルの刃と同様、間違えても百均品は使うべきではありません。百均品は鉄のくせに銅に負けます。

基板作成用の小道具。
一番上がデザインカッター。
防錆処理(フラックス塗布)について
銅箔はすぐに酸化しますので、良く磨いてからフラックスを塗ります。使用するフラックスによって、後の作業となる部品実装のハンダの「乗り」が多少変わりますが、どのフラックスでも特に拘るほどの差はありません。但し「ハヤコート」という商品名の防湿防錆絶縁剤は「塗布後もハンダ付可能」とありますが、これはあくまでも予定外の修正を行う際のハンダ付けですので、部品実装前に使用する品ではありません。
フラックス塗布は穴あけ前か穴あけ後か?
これが意外と意見の分かれるところで、「穴あけ前が常識」という方もおれば「穴あけ後の方が良い」という方もおります。
筆者も前作(RETROF-16K)は、穴あけ後に、今回(RETROF-16M)は穴あけ前に塗布して両者を比較してみました。
フラックス塗布後に穴あけをするとドリルの刃の摩耗が早い?
確信はありませんが、フラックス塗布後に穴あけをすると、ドリルの刃が5倍〜10倍ほど早くすり減る様な気がします。この件はもう少し調べてみたく思います。本件に対する情報(予想や想像ではない情報)をお持ちの方おりましたら、詳細を教えて頂けると幸いです。
結局どっち?
フラックスを先に塗布すると、穴あけ作業時にフラックス自体が手垢で黒ずんできます。塗布後十分に乾燥させても汚れてしまいます。やはりフラックスは穴あけ後に塗布した方が美しい基板になると思います。
また、塗布後の穴あけはドリル刃の位置合わせ用の誘導孔がフラックスで埋まってスリップしやすくなるという欠点もあります。
「穴あけ後塗布」の欠点は、当然の事ながら穴にフラックスで入り込んで固まってしまう事です。穴の中のフラックスは、部品のリード(足)を挿すときに簡単に取れる物もあれば、ガチガチに固まって再度穴あけをしなければならないような場合もあります。
フラックスの種類と穴の径で決まる様ですが、正確なデータはありません。この点も追試が必要だと思います。この問題さえクリアできれば、断然「穴あけ後塗布」です。
いよいよ部品の実装
本記事の続きはまた後日。(第3回は「手ハンダによる部品実装」の詳細を紹介予定)